

Introducción a los tubos de termocontracción
La siguiente información le ayudará a determinar qué tipo de producto de termocontracción es el más apropiado para su aplicación. Servirá como una guía paso a paso para asegurarle que está comprando el producto correcto, y le ayudará a identificar la solución más rentable mientras garantiza que lo que compre satisfará sus necesidades. En esta sección, se discuten los conceptos básicos de los tubos de termocontracción.
Introducción a los tubos de termocontracción
Los tubos de termocontracción se fabrican utilizando un proceso de dos pasos. El primer paso implica procedimientos de extrusión estándar, después de los cuales un proceso secundario hace que el tubo sea termocontráctil. Aunque los detalles de este proceso secundario son confidenciales, se utilizan calor y fuerza para expandir el diámetro del tubo. El tubo se enfría a temperatura ambiente mientras está en estado expandido. Si el tubo se expone más tarde a una cantidad suficiente de calor, se contraerá a su tamaño original siempre que no se le impida hacerlo.
Introducción a los tubos de termocontracción
Existen varias aplicaciones útiles para los tubos de termocontracción. A continuación se presenta una lista de sus diversos usos:
- para proporcionar aislamiento eléctrico (cubriendo terminales, empalmes, reparaciones de cables u otros conectores)
- para agrupar elementos sueltos (más comúnmente cables en arneses de cables)
- como una cubierta protectora, protegiendo de:
- abrasión
- corte
- desprendimiento
- pelado
- rasguños
- abolladuras
- bajo impacto
- proporcionar un sellado ambiental, protegiendo componentes sensibles de contaminantes como la humedad y productos químicos que podrían causar oxidación y/o corrosión de los componentes
- proporcionar alivio de tensión
- proporcionar aislamiento térmico
- código de colores para artículos específicos
- cambiar el acabado superficial de un objeto
- identificar un componente (con impresión, un color personalizado, etc.)
Paso 1: Entender su aplicación
El aspecto más importante al elegir el producto de termocontracción adecuado para sus necesidades es entender y definir todo lo necesario para su aplicación. La única manera de asegurar que está obteniendo el producto más apropiado y rentable es entender completamente su aplicación y los requisitos que deben cumplirse.
Requisitos de tamaño
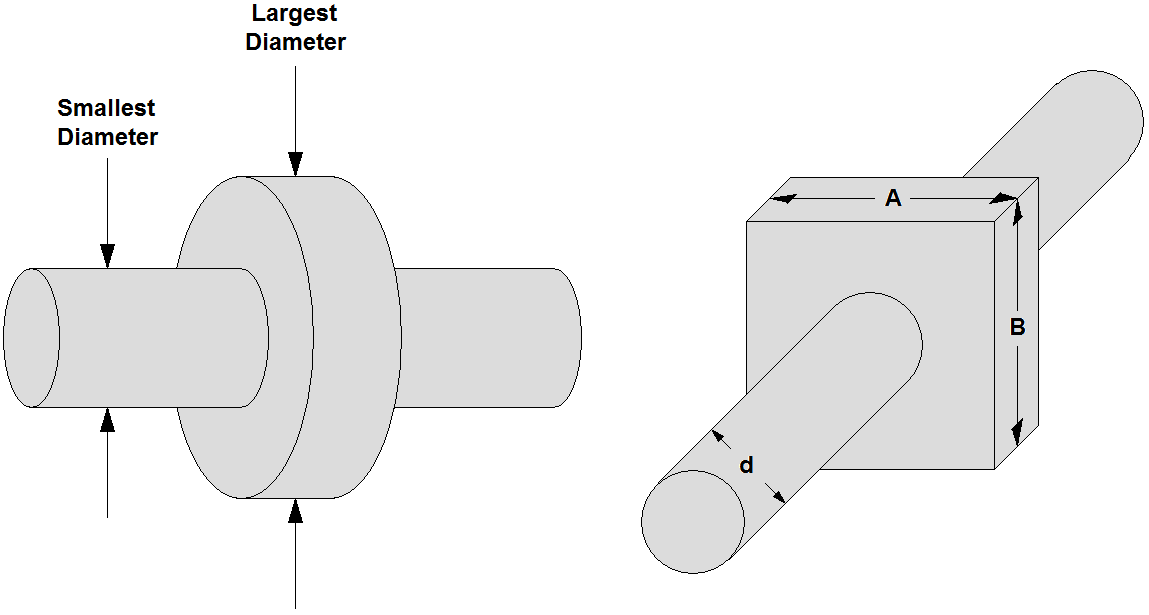
Independientemente de si está utilizando tubos de termocontracción en una aplicación eléctrica, como alivio de tensión, como cobertura protectora, o por cualquier otra razón, determinar el tamaño correcto es de suma importancia. Las dos dimensiones más importantes a medir para su aplicación son el diámetro más grande que la funda expandida necesita deslizarse y el diámetro más pequeño que el tubo necesita cubrir completamente después de encogerse. Estas dos dimensiones se utilizarán más adelante en el Paso 2 para ayudarle a determinar el tamaño requerido y la relación de contracción para su tubo. Si cualquiera de estas ubicaciones tiene un perfil no circular, necesitará convertir el perímetro no circular a un diámetro. Para hacer esto, debe medir el perímetro total en esta ubicación y dividir ese número por pi (o 3.14). Esto le dará un diámetro "efectivo" que puede usar para ayudar a determinar el tamaño del tubo que necesita. Para el componente en el lado derecho de la figura en la página siguiente, el diámetro más grande es igual a (A+A+B+B)/pi y el diámetro más pequeño es simplemente d.
Otra dimensión importante a considerar es el grosor mínimo de la pared. Se podría requerir un grosor mínimo de la pared debido a los requisitos eléctricos de su aplicación. O, si el tubo va a estar sometido a una abrasión o desgaste excesivo, podría desear tener un grosor de pared mayor que el tamaño estándar ofrece. Además de definir el grosor mínimo de la pared requerido, también es necesario determinar el diámetro en el que se requerirá este grosor de pared. Esta información es crítica para elegir el tamaño de tubo requerido en el Paso 2.
Otra dimensión importante a considerar es el grosor mínimo de la pared. Se podría requerir un grosor mínimo de la pared debido a los requisitos eléctricos de su aplicación. O, si el tubo va a estar sometido a una abrasión o desgaste excesivo, podría desear tener un grosor de pared mayor que el tamaño estándar ofrece. Además de definir el grosor mínimo de la pared requerido, también es necesario determinar el diámetro en el que se requerirá este grosor de pared. Esta información es crítica para elegir el tamaño de tubo requerido en el Paso 2.
Requisitos de Propiedades Eléctricas
Si su tubo termocontraíble va a proporcionar aislamiento eléctrico o agrupar cables eléctricos, es probable que necesite cumplir con ciertas pautas regulatorias. Para elegir el producto correcto para su aplicación, necesitará saber si se deben cumplir especificaciones de UL/CSA (Underwriters Laboratories / Canadian Standards Association), ASTM (American Society for Testing and Materials), AMS (Aerospace Material Specification), UE (Unión Europea) u otras especificaciones automotrices o militares. Estas pautas generalmente cubren requisitos eléctricos comunes como la resistencia dieléctrica y la resistencia a las llamas. Otros posibles requisitos eléctricos podrían ser que el tubo debe estar libre de halógenos o que debe estar hecho de un material específico. Asegúrese de entender todos los requisitos eléctricos antes de elegir su producto termocontraíble.
Entorno de Operación
Otro paso crítico en la definición de los requisitos de su aplicación de tubo termocontraíble es entender el entorno en el que operará el tubo. Por ejemplo, ¿el tubo estará sometido a una abrasión o flexión excesiva? ¿El tubo entrará en contacto con aceites, grasas, combustibles, productos químicos u otros fluidos? También es importante saber si el tubo se utilizará en interiores o exteriores. Si se va a utilizar al aire libre, podría estar expuesto a una exposición excesiva a los rayos UV. Si va a estar en el suelo o enterrado, puede necesitar tener una resistencia superior al crecimiento de hongos. Finalmente, puede ser necesario un sellado ambiental mejorado (como el que se obtiene con tubos termocontraíbles con adhesivo) para proteger cualquier parte sensible del objeto que el tubo está cubriendo. Todos estos factores deben ser considerados antes de seleccionar su producto de termocontracción.
Paso 2: Determinar el tamaño de tubo requerido
El siguiente paso es determinar el tamaño de tubo más apropiado para su aplicación. Utilizando las medidas que obtuvo en el Paso 1, deberá definir las siguientes dimensiones del tubo que mejor se adapten a sus necesidades: ID mínima expandida, ID máxima recuperada y grosor de pared mínimo recuperado. Esta sección explicará cada una de estas dimensiones del tubo y cómo se relacionan con las medidas de su aplicación encontradas en el Paso 1.
Diámetros Internos Expandido y Recuperado
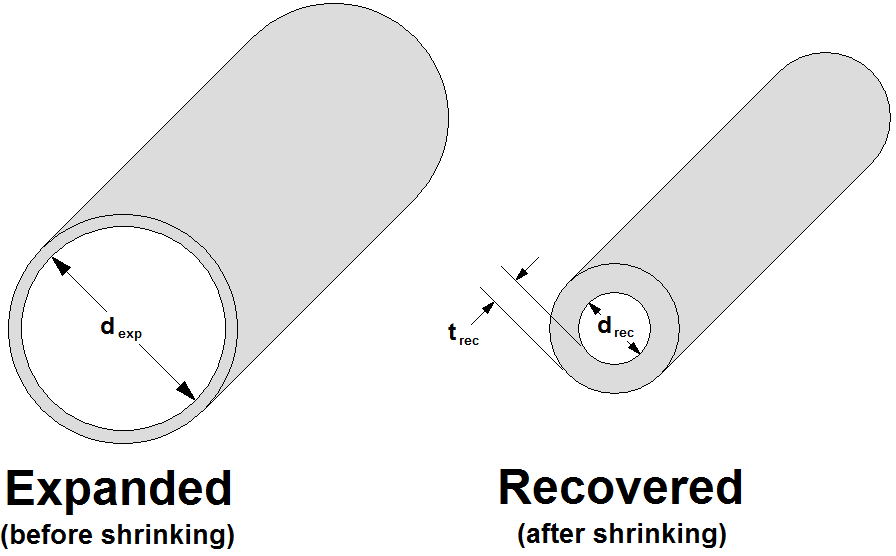
El tubo de termocontracción se especifica tradicionalmente por el diámetro interno mínimo original (“expandido”) y la relación de contracción nominal. Sin embargo, una buena hoja de datos del producto de termocontracción no solo enumerará el ID mínimo expandido y la relación de contracción nominal del tubo, sino también su ID máxima recuperada. Primero, verifique que el ID mínimo expandido del tubo sea mayor que el diámetro más grande que la funda necesita deslizarse (utilizando la medida que realizó en el Paso 1). Luego, verifique que el ID máximo recuperado del tubo sea menor que el diámetro más pequeño que necesita ser completamente cubierto (también medido en el Paso 1). Por favor, consulte la figura a continuación que ilustra estas dimensiones del tubo:
Relación de Contracción
Si la hoja de datos del producto no tiene el ID máximo recuperado listado, puede estimarlo utilizando el ID mínimo expandido y la relación de contracción. Si un producto de termocontracción tiene una relación de contracción de 3:1 y el ID mínimo expandido es de 0.750”, entonces el ID máximo recuperado debería ser 0.750”/3 o 0.250”.
Grosor de Pared
Ahora que ha determinado el ID mínimo expandido requerido y el ID máximo recuperado (o relación de contracción), deberá determinar el grosor de pared mínimo recuperado necesario para su aplicación. El grosor de pared de un producto de termocontracción se especifica tradicionalmente como el grosor mínimo en la etapa completamente recuperada (ver lado derecho de la figura anterior). Por lo tanto, para determinar el grosor de pared requerido de su producto de termocontracción, debe utilizar otra medida del Paso 1: su grosor de pared mínimo requerido y el diámetro en el que se requiere ese grosor de pared. Si el diámetro de lo que está cubriendo es mayor que el diámetro máximo completamente recuperado del tubo, el grosor de pared final será menor que lo especificado en la hoja de datos. Esto se ilustra en la figura a continuación:
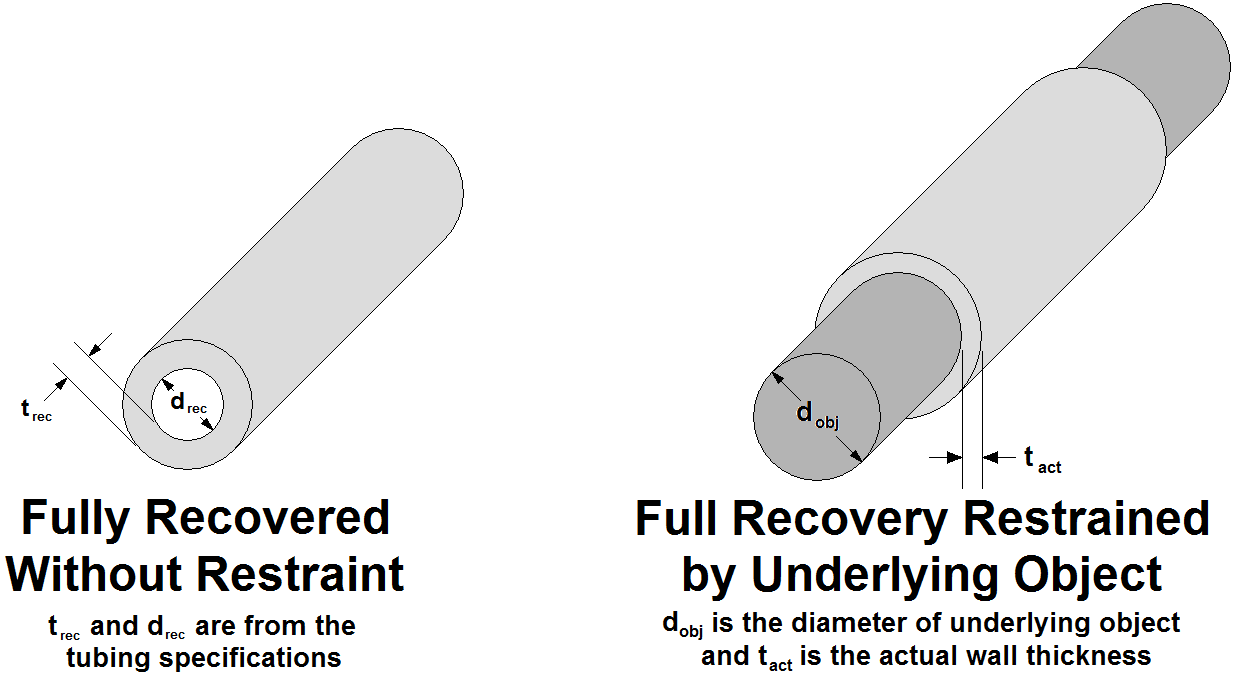
La dimensión trec es el grosor de la pared que resultaría si su tubo termocontraíble se permitiera encoger completamente sin restricción. Sin embargo, dado que su objeto está restringiendo el tubo para que no se encoja completamente, necesitará determinar el tact requerido antes de poder especificar trec para el tubo. La relación aproximada entre las dos dimensiones de grosor es la siguiente:
drec * trec + trec2 = dobj * tact + tact2
Se puede utilizar una relación mucho más simple para resolver trec o tact. Esta es una aproximación adicional, pero aceptable para este propósito*
:trec = (dobj * tact)/ drec o tact = (drec * trec)/ dobj
* Esta relación puede estar equivocada en un 10-20% con grosores de pared más pesados. Contacte a su proveedor de tubos para asegurarse de que está obteniendo el grosor de pared real correcto con un tamaño de tubo de pared gruesa dado.
Clave de Variables
tact = grosor de pared real después de encoger sobre el objeto subyacente
dobj = diámetro del objeto subyacente
trec = grosor de pared recuperado especificado del tubo
drec = diámetro recuperado especificado del tubo
drec * trec + trec2 = dobj * tact + tact2
Se puede utilizar una relación mucho más simple para resolver trec o tact. Esta es una aproximación adicional, pero aceptable para este propósito*
:trec = (dobj * tact)/ drec o tact = (drec * trec)/ dobj
* Esta relación puede estar equivocada en un 10-20% con grosores de pared más pesados. Contacte a su proveedor de tubos para asegurarse de que está obteniendo el grosor de pared real correcto con un tamaño de tubo de pared gruesa dado.
Clave de Variables
tact = grosor de pared real después de encoger sobre el objeto subyacente
dobj = diámetro del objeto subyacente
trec = grosor de pared recuperado especificado del tubo
drec = diámetro recuperado especificado del tubo
Longitud y Contracción Longitudinal
Si la longitud del tubo es una dimensión crítica para su aplicación, se debe considerar la contracción longitudinal. Además de encogerse en diámetro al aplicar calor, el tubo termocontraíble también puede encogerse en longitud. La cantidad de reducción de longitud depende de la cantidad de reducción de diámetro, así como de las variables de procesamiento de fabricación, pero generalmente es de aproximadamente el 15% de la longitud original o menos. Debido a que la contracción longitudinal depende de varias características del tubo, es mejor determinar la contracción longitudinal esperada de su producto termocontraíble con su proveedor.
Paso 3: Elija el material de termocontracción adecuado
Una vez que haya definido todo lo necesario para su aplicación y haya elegido el tamaño de tubo adecuado, está listo para elegir su material de termocontracción. A menudo hay múltiples productos que satisfacen sus necesidades, por lo que es importante conocer también el costo y la disponibilidad de cada opción. Esta sección examinará cómo elegir el material adecuado diferenciando cada uno por costo y capacidad.
Materiales de tubos de termocontracción disponibles
Una idea errónea común entre los usuarios de termocontracción es que solo hay un material de termocontracción. Si bien el poliolefino es el material más utilizado, los tubos de termocontracción de PVC pueden ser una alternativa rentable para muchas aplicaciones. Además de las familias de materiales de poliolefino y PVC, hay tubos de termocontracción especiales disponibles en varios fluoropolímeros y materiales elastoméricos. Dentro de cada una de estas familias de materiales hay muchos compuestos diferentes diseñados para sobresalir en ciertos entornos y/o cumplir con especificaciones particulares.
PVC versus Poliolefino
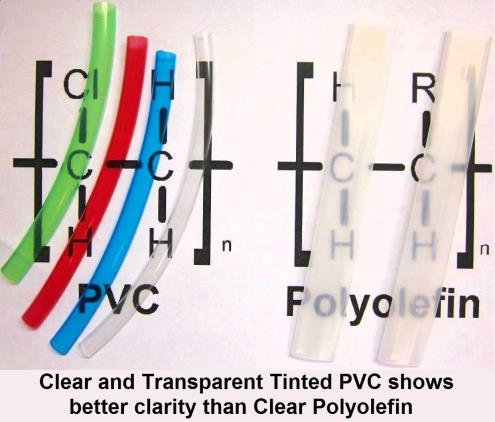
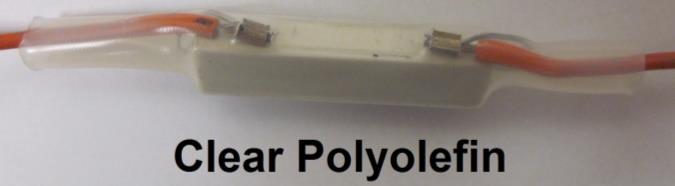
El poliolefino es el material de termocontracción más utilizado. Sus ventajas radican en la reticulación de las cadenas de polímeros, lo que le permite soportar altas temperaturas en el rango de 125°C-135°C (257°F -275°F). Sin embargo, una idea errónea común es que "la termocontracción es termocontracción"; es decir, toda la termocontracción es la misma y no importa lo que elija. Si bien el PVC no puede soportar las temperaturas más altas que el poliolefino, hay muchas ventajas en el uso de PVC. El beneficio más importante de usar tubos de termocontracción de PVC es su menor costo. El PVC generalmente cuesta entre un 10% y un 60% menos que el poliolefino. Si su aplicación implica un entorno operativo en el que la temperatura continua alta es de 105°C (221°F) o menos, debería considerar seriamente el PVC para ahorrar costos. Además de la diferencia de precio significativa, el PVC también ofrece colores más brillantes y vibrantes que el poliolefino, así como una claridad considerablemente mejor en su versión transparente. Colores personalizados y tonos transparentes también están disponibles con la termocontracción de PVC, pero típicamente no con la termocontracción de poliolefino. Por favor, consulte las fotos en la siguiente página que comparan los colores y la claridad del termocontraíble de poliolefina y PVC:




Dos ventajas adicionales que tiene el PVC sobre la poliolefina son: 1) El PVC transparente es retardante de llama, mientras que la poliolefina transparente no lo es, y 2) El PVC es mucho más resistente que la poliolefina, con mejor resistencia a la tracción y a la abrasión. Si su temperatura de operación es de 105°C (221°F) o menos, se recomienda encarecidamente que considere el PVC como una opción de material.
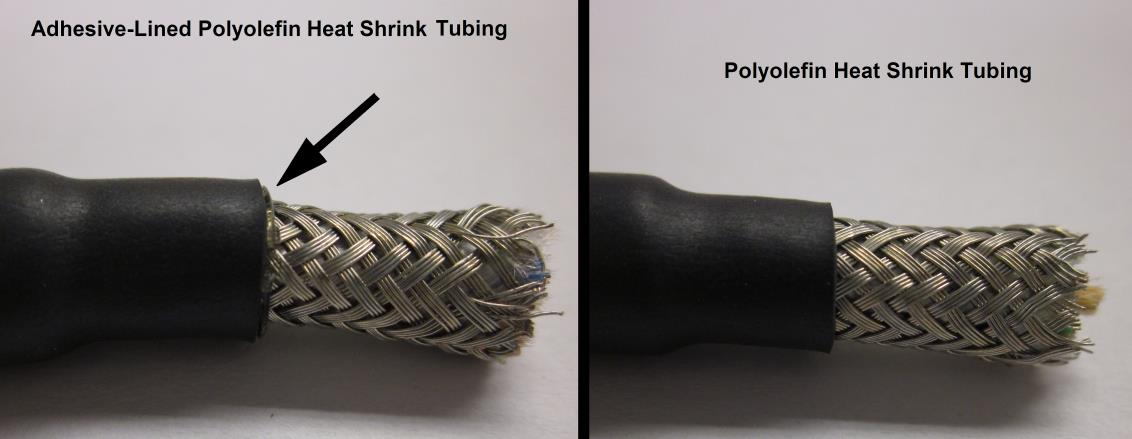
Manguera termocontraíble con adhesivo
La manguera termocontraíble de poliolefina con adhesivo (o "doble pared") es un producto especializado que tiene una amplia variedad de usos. Este producto es simplemente un tubo estándar de poliolefina que tiene un revestimiento interno de adhesivo que se derrite y fluye a la misma temperatura a la que se contrae el tubo de poliolefina. A medida que se aplica calor y el tubo se contrae, el adhesivo en flujo llena los vacíos y se adapta a la forma subyacente. Esto forma un sello ambiental, protegiendo el componente o componentes subyacentes de la humedad u otros contaminantes. Un ejemplo del uso de la manguera con adhesivo se muestra en la foto a continuación:
Otros materiales termocontraíbles
Además de los productos mencionados anteriormente, también hay otros productos termocontraíbles especializados disponibles. Estos productos ofrecen cualidades únicas como resistencia a temperaturas extremas, excepcional compatibilidad química/fluidas y/o propiedades mecánicas superiores. Entre estos productos especializados se encuentran los fluoropolímeros (PTFE/FEP/PFA), poliolefina clorada, poliolefina elastomérica, fluoruro de polivinilideno (PVDF) y fluoroelastómeros. Debido a las cualidades mejoradas de estos productos, son significativamente más costosos que los productos mencionados anteriormente. En algunos casos, las diferencias de precio son extremas. El diagrama a continuación le ofrece una comparación simple y genérica de las diferencias de precio para una muestra de materiales termocontraíbles:

Paso 4: Cómo utilizar la manguera termocontraíble
Esta sección discutirá varios métodos de calentamiento comúnmente utilizados para encoger la manguera termocontraíble. También proporcionará algunos consejos a tener en cuenta al usar y almacenar el tubo.
Métodos de Calentamiento
El método más común para encoger el tubo termocontraíble sobre los componentes subyacentes es mediante el uso de una pistola de calor de mano. Sin embargo, para volúmenes de producción más altos, el método preferido para encoger el tubo es utilizar un horno de paso. Esto asegurará una recuperación completa del tubo al exponerlo uniformemente a suficiente calor durante un período de tiempo satisfactorio. Para el PVC, se recomienda que el tubo se exponga a 150°C (300°F) durante tres minutos. Esto permitirá un tiempo suficiente a la temperatura para lograr una recuperación completa. A temperaturas muy altas, el PVC comenzará a ablandarse; sin embargo, aumentar la temperatura más allá de 150°C para ahorrar tiempo podría producir resultados negativos. El poliolefina, por otro lado, puede soportar temperaturas de encogimiento mucho más altas que 150°C. Aún se recomienda que el tubo se exponga a 150°C durante tres minutos en un horno de paso, pero en interés de reducir el tiempo de procesamiento, se puede experimentar con el uso de temperaturas de horno más altas. Por último, otro método que se encuentra ocasionalmente es el uso de luz enfocada (como la emitida por bombillas halógenas) para encoger el tubo.
Condiciones de Almacenamiento
Para evitar la recuperación prematura, el tubo termocontraíble de PVC debe almacenarse a temperaturas inferiores a 90°F (32°C) y fuera de la luz solar directa. Si se cumplen estas pautas de almacenamiento, no debería haber preocupaciones sobre la vida útil de este producto. El poliolefina, por otro lado, tiene una mayor capacidad para soportar temperaturas de almacenamiento elevadas y, por lo tanto, no debería haber preocupaciones sobre la vida útil.
Minimizando la Contracción Longitudinal
Si su aplicación requiere una longitud larga de tubo termocontraíble, hay una manera de minimizar y posiblemente eliminar la contracción longitudinal. Primero, aplique calor a cada extremo del tubo con una pistola de calor, lo que asegurará los extremos del tubo a los componentes subyacentes. Luego complete el proceso de encogimiento a lo largo de la sección media restante del tubo utilizando un horno de paso o una pistola de calor.
Paso 5: Disponibilidad de productos de termocontracción a través de Grayline LLC
Esta sección destacará los productos de termocontracción que están disponibles a través de Grayline Inc., así como los servicios personalizados que se pueden proporcionar.
Manguera de termocontracción de PVC personalizada
Grayline HS105C, un producto de manguera de PVC termocontráctil con clasificación UL, está disponible en una amplia variedad de tamaños y colores personalizados. Dentro de ciertas limitaciones, Grayline puede fabricar HS105C en un diámetro interno y grosor de pared personalizados para satisfacer los requisitos de su aplicación. HS105C viene en muchos colores, incluyendo transparente, tonos transparentes y una amplia gama de colores sólidos, incluso incluyendo los que brillan en la oscuridad. Grayline también ofrece igualación de colores personalizados para aplicaciones donde la apariencia es crítica. HS105C también está disponible en relaciones de contracción personalizadas.
Poliolefina reticulada químicamente
Grayline es uno de los pocos fabricantes en el mundo que ofrece mangueras de termocontracción de poliolefina reticulada químicamente. Aunque no tiene las propiedades retardantes de llama de la poliolefina irradiada, se puede fabricar en tamaños y colores personalizados. Dado que este producto no necesita ser irradiado, las producciones en pequeñas cantidades son rentables. Si su aplicación de termocontracción de poliolefina requiere un tamaño especial y/o un color personalizado, Grayline GP125 es su única opción disponible.
Otros materiales termocontraíbles
Además de los productos mencionados anteriormente, Grayline ofrece varias mangueras de termocontracción de poliolefina, con adhesivo, fluoropolímero y fluoroelastómero. Una lista completa de productos de termocontracción suministrados por Grayline se puede encontrar en www.graylineinc.com/wire-harness-electrical-tubing/heat-shrinkable-tubing. Para aplicaciones de arneses de cables, estos productos están diseñados para cumplir con las rigurosas especificaciones de UL/CSA, ASTM, AMS, UE y otras diversas especificaciones automotrices y militares.
Servicios adicionales ofrecidos por Grayline
Tanto las mangueras de termocontracción de PVC como de poliolefina pueden ser impresas o estampadas en caliente. Esta impresión puede ser utilizada para indicar números de parte, el nombre de su empresa, logotipo o información de contacto, advertencias de seguridad, instrucciones de uso o fecha de fabricación. Las mangueras de termocontracción de Grayline pueden ser suministradas ya sea en bobinas o cortadas a medida.
Conclusión
La información anterior está destinada a servir como una guía básica para los nuevos usuarios de tubos termocontraíbles. Si está interesado en alguno de los productos mencionados anteriormente o si tiene alguna pregunta, no dude en contactar a Grayline al (800) 669-7986 o también puede visitar el sitio web de Grayline en www.graylineinc.com.
A continuación se presenta una lista parcial de los productos de tubos termocontraíbles que actualmente ofrece Grayline. Los enlaces lo llevarán a la página del producto en el sitio web de Grayline.
A continuación se presenta una lista parcial de los productos de tubos termocontraíbles que actualmente ofrece Grayline. Los enlaces lo llevarán a la página del producto en el sitio web de Grayline.
Productos de Tubos Termocontraíbles de Grayline
HS105C - Tubo Termocontraíble de PVC, 2:1 UL/CSA VW-1
GP-125 - Tubo Termocontraíble de Poliolefina Químicamente Reticulada, Uso General, 2:1
SL2535 - Tubo Termocontraíble de Poliolefina, 2:1
SL2535CL - Tubo Termocontraíble de Poliolefina, 2:1, Transparente
SL125 - Tubo Termocontraíble de Poliolefina, 2:1, Altamente Retardante de Llama
SL3X - Tubo Termocontraíble de Poliolefina, 3:1
AL2X - Tubo Termocontraíble de Poliolefina, Con Adhesivo, 2:1
AL3X - Tubo Termocontraíble de Poliolefina, Con Adhesivo, 3:1
AL4X - Tubo Termocontraíble de Poliolefina, Con Adhesivo, 4:1
MWT - Tubo Termocontraíble de Poliolefina, Pared Media, Con Adhesivo, 3:1
HWT - Tubo Termocontraíble de Poliolefina, Pared Pesada, Con Adhesivo, 3:1
MF392 - Tubo Termocontraíble de Fluoroelastómero Modificado, 2:1
NHS - Tubo Termocontraíble de Poliolefina Clorinada, 2:1
PVDF - Tubo Termocontraíble de Fluoruro de Polivinilideno Modificado, 2:1
GP-125 - Tubo Termocontraíble de Poliolefina Químicamente Reticulada, Uso General, 2:1
SL2535 - Tubo Termocontraíble de Poliolefina, 2:1
SL2535CL - Tubo Termocontraíble de Poliolefina, 2:1, Transparente
SL125 - Tubo Termocontraíble de Poliolefina, 2:1, Altamente Retardante de Llama
SL3X - Tubo Termocontraíble de Poliolefina, 3:1
AL2X - Tubo Termocontraíble de Poliolefina, Con Adhesivo, 2:1
AL3X - Tubo Termocontraíble de Poliolefina, Con Adhesivo, 3:1
AL4X - Tubo Termocontraíble de Poliolefina, Con Adhesivo, 4:1
MWT - Tubo Termocontraíble de Poliolefina, Pared Media, Con Adhesivo, 3:1
HWT - Tubo Termocontraíble de Poliolefina, Pared Pesada, Con Adhesivo, 3:1
MF392 - Tubo Termocontraíble de Fluoroelastómero Modificado, 2:1
NHS - Tubo Termocontraíble de Poliolefina Clorinada, 2:1
PVDF - Tubo Termocontraíble de Fluoruro de Polivinilideno Modificado, 2:1
Para ver este documento técnico en formato PDF imprimible, haga clic en el enlace a continuación: